Products
Home Products

| City | Cairo | Found Date | 2024-09-30 |
| License Number |

Discover the ultimate solution for optimal boiler feedwater quality with our Feed Water Deaerator (P...
View Details
Introducing our highly efficient Blow Down Tank / Flash Vessels, expertly designed for optimal perfo...
View Details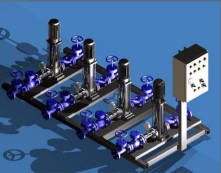
Our packaged pumping stations are designed to meet the diverse needs of industrial and municipal app...
View Details
Medium Voltage Power Cable Joints Medium voltage power cable joints are crucial components in the i...
View Details© 2024. All Rights Reserved.